


Call
 +48 504 196 988
+48 504 196 988
CNC and CONVENTIONAL PRODUCTION AND SERVICE MILLING
– WHAT IS MILLING: It is a type of the mechanical working with the use of layer-by-layer machining tools on the basis of a piece of material. This process is most often referred to as machining. In milling, the element in question is immobile while the tool moves, most frequently in a rotational manner.
1. Milled piece photo

CNC milling history: Early CNC machines emerged in the United States of America for the army in the years 1940-1950, yet the origins of the milling machine date back to beginnings of XIX century when the world’s first miller was created for the purposes of the army (for weapon production).
Black and white or sephia milled piece photo

It is possible to machine various materials through milling, such as black steel, stainless steel, tool steel, acid resistant steel, hardened steel, powder steel, brass, copper, aluminum, titanium alloys, plastics (POM-C, PMMA, Polypropylene, elastomers, PA6, PA6.6, PPS, etc.)
Types of aluminum alloys:
PA4 – 6082 – 3.2315 – AlSi1
PA6 – 2017A – 3.1325 – AlCuMg1
PA7 – 2024 – 3.1354 – AlCu4Mg1 / AlCu4Mg2
PA9 – 7075 – 3.4365 – AlZnMgCu1.5
PA11 – 5754 – 3.3535 – AlMg3
PA13 – 5083 – 3.3547 – AlMg4.5Mn
PA45 – 6061 – 3.3214 – 6AlMg1SiCu / AlMg1SiCuCr
Types of titanium alloys:
Titanium Grade 1 – R50250 – 3.7025
Titanium Grade 2 – R50400 – 3.7035
Titanium Grade 3 – R50550 – 3.7055
Titanium Grade 4 – R50700 – 3.7065
Titanium Grade 5 – R56400 – 3.7165
Titanium Grade 6 – R54520
Titanium Grade 7 – R52400 – 3.7235
Titanium Grade 9 – R56320 – 3.7195
Titanium Grade 11 – R52250 – 3.7225
Titanium Grade 12 – R53400 – 3.7105
Titanium Grade 16 – R52402
Titanium Grade 17 – R52252
Titanium Grade 18 – R56322
Titanium Grade 19 – R58640
Titanium Grade 20 – R58645
Titanium Grade 23 – R56401
Titanium Grade 27 – R52254
Titanium Grade 28 – R56323
Titanium Grade 29 – R56404
Titanium 6-2-4-2 – R54620 – 3.7145
Titanium 6-6-2 – R56620 – 3.7175
Types of stainless and acid-resistant alloys:
301 – 1.4310 – X12CrNi17-7
302 – 1.4319 – X5CrNi18-7
303 – 1.4305 – X10CrNi18-9
304 – 1.4301 – X5CrNi18-10
304L- 1.4306 – X2CrNi18-11
309 – 1.4828 – X15CrNiS20-12
310 – 1.4845 – X12CrNi25-21
310S- 1.4842 – X12CrNi25-20
316 – 1.4401 – X5CrNiMo17-12-2
316L- 1.4404 – X2CrNiMo17-13-2
316Ti-1.4571 – X6CrNiMoTi17-12-2
317L- 1.4438 – X2CrNiMo18-16-4
321 – 1.4541 – X6CrNiTi18-10
329 – 1.4460 – X8CrNiMo27-5
347 – 1.4550 – X6CrNiNb18-10
409 – 1.4512 – X6CrTi12
403 – 1.4000 – X6Cr13
410 – 1.4006 – X10Cr13
410S- 1.4024 – X15Cr13
430F- 1.4104 – X14CRMOS17
Types of milled pieces by their preparation for milling: a blank material in the shape of a cube, blank material in the shape of a roller, cast – aluminum cast treatment, brass cast treatment, element treatment through material injection in the injection molding machine (injection mold pieces requiring high precision in the shape or requiring threads / undercutting, etc.).
Add a blank material photo

What is blank material: it is a material piece that has been pre-prepared for milling/turning and that generates a negligible amount of waste in the form of a chip after machining in a conventional machine tool or CNC machine tool. It is important to prepare the blank material in the form of a forging, flat bar section or part of the roller from the point of view of milling or turning as it allows minimizing the amount of post-production waste. It is equally significant to our clients as a well-prepared blank material lets them pay less for piece treatment. It applies both to CNC machines and conventional machine tools. Another advantage is shorter delivery time, which translates into customer satisfaction as they are provided with a cheaper piece and quicker delivery. Importantly a well-designed blank material also leads to lower tool wear and therefore increase in the final product accuracy and reduction of the electric energy consumption, which eventually means that the process gets more environmentally friendly.
Types of milling machines (there a several basic types by technology used):
Conventional milling machines – at present these are designs dating back to the 1960s and 1970s, where spindle rotations and X, Y, Z axis feeds are manually controlled.
Computer numerical control millers (CNC milling machines): in these milling machines, spindle rotations and machining parameters are configured through a computer in the form of a G-code (geometrical codes commonly used in various CNC controls). The entire CNC treatment can be saved in the form of a program that is then activated for the purposes of CNC machining of a part. The CNC machining program is activated in the form of tool movements and rotations of the miller spindle. The CNC machining program is colloquially referred to as a tool path. Most of the commonly manufactured CNC milling machines are adapted to such a software, they only differ in terms of the quantity of the code as well as precision and speed of reading and executing the code.
3-axis milling machines – they are most often used for service CNC milling. In these machines, machine working feeds occur in 3 axes of the system of coordinates: X (left/right), Y (forward/backward) and Z (up/down). Such a machine usually does not allow drilling, threading, tapping on the side of the piece in question; it requires the user to rotate the piece with a side facing upwards in order to make surface treatment possible. Yet these are the most popular millers that do not require a CNC miller programmer and operator to be highly skilled. The unquestionable advantage of 3-axis milling machines in terms of CNC services in the form of milling is their price, user-friendly operation and simple programming of the machine. In turn the problem is the fact that the piece in question must be repositioned many times, which raises the service price.
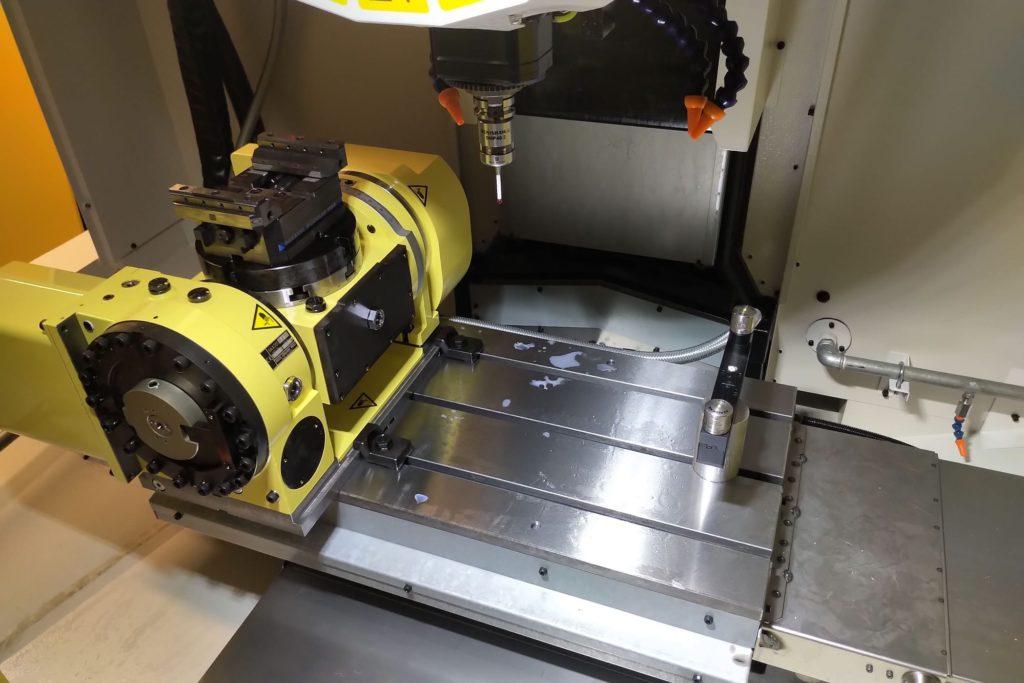
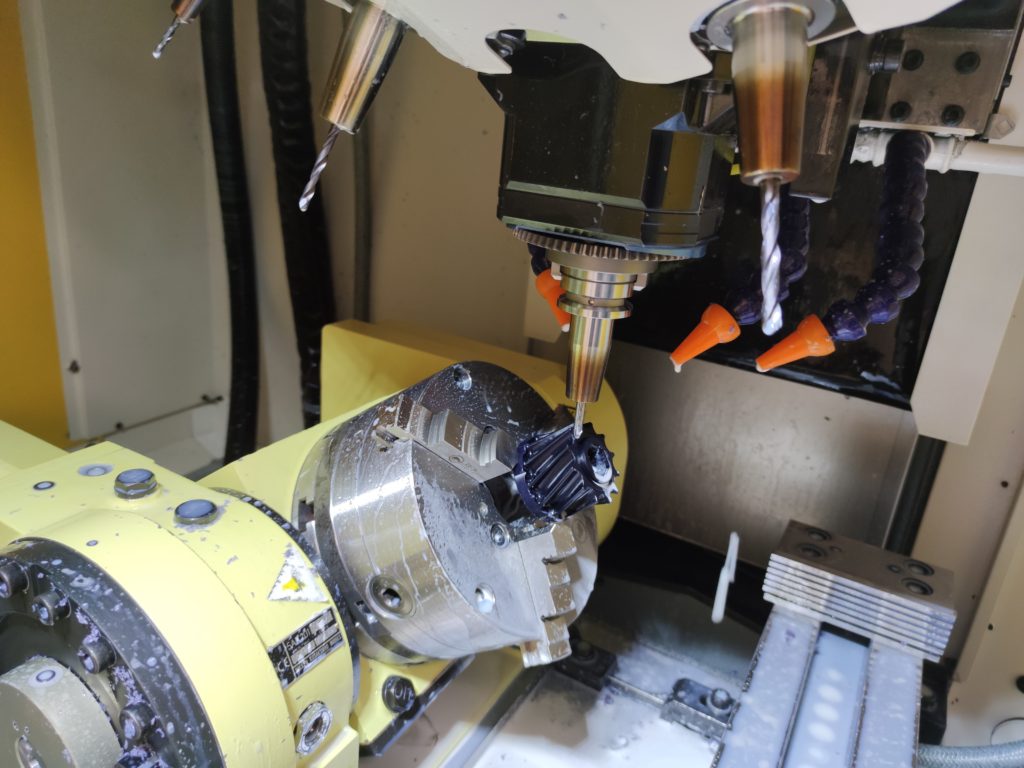
5-axis milling machines – these machines prove the most economical in terms of service CNC milling. With them, it is not necessary to reposition the piece in question as often as with the 3-axis equivalent. Therefore milling services are less expensive and a way more precise and repeatable. Aside from 3 axes typical of the 3-axis miller, a 5-axis milling machine is also supplied with a B tilting axis and C rotating axis. There are also 4-axis milling machines that are devoid of a C axis. In terms of milling services, the 5-axis miller comes as the cheapest product with pieces machined at least from 2 sides, yet these days pieces often need to be treated from 5 sides at one go – this is required for precision purposes. It may happen that some pieces cannot be milled in the 3-axis machine, therefore such machines become standard products in XXI century. Their only weak point is their price, as they are often 2-3 times more expensive than 3-axis CNC machines. They are also compatible with the industry 4.0 – connected via Ethernet network, both to send treatment programs that frequently take more than 1 GB of space and to monitor their operation in the production hall. Below in SCALMAX section – FANUC ROBODRILL 5-axis CNC milling machine:
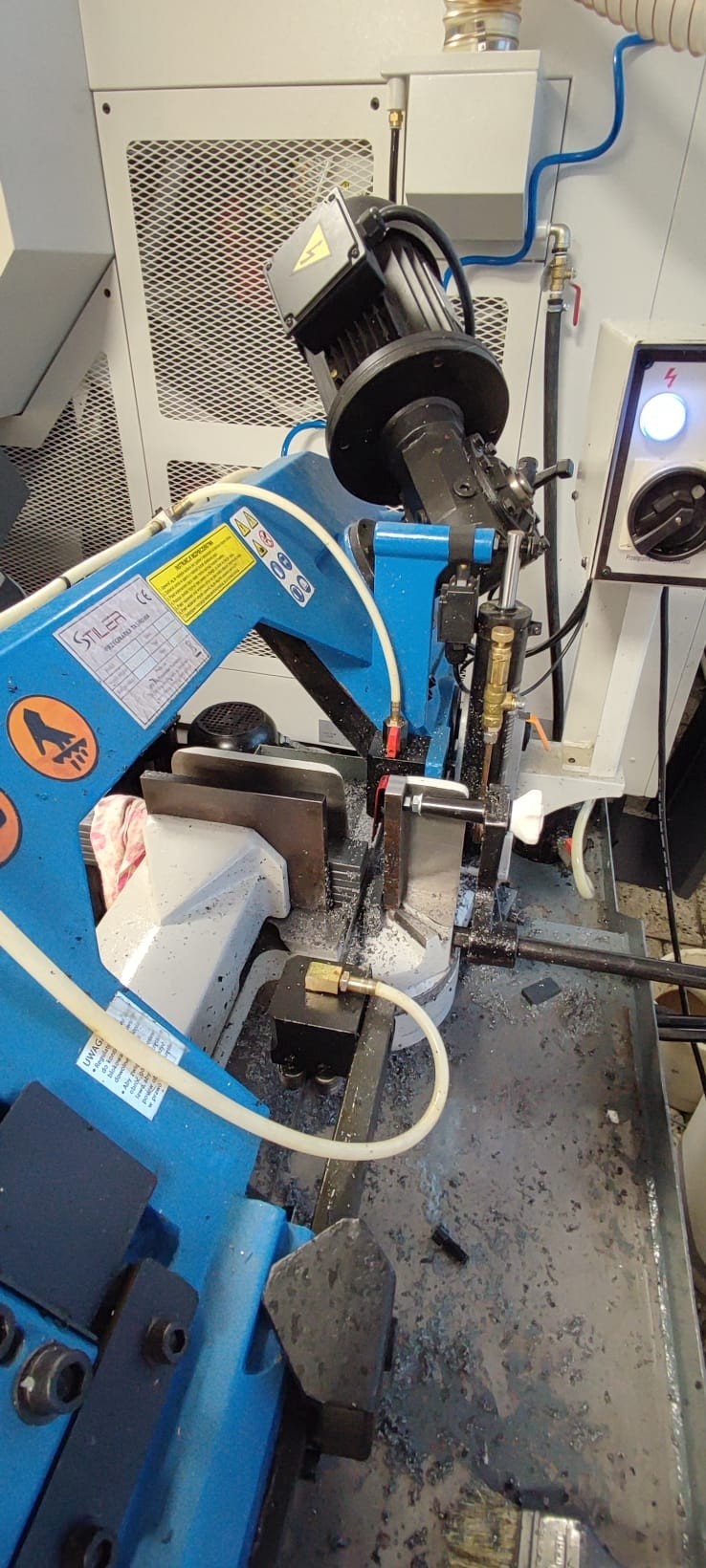
BAND-SAW
A band-saw cuts a roller, flat bar or section into technologically specified lengths. Such a service proves useful in milling or turning if large diameters are assumed, thanks to which it is possible to obtain a blank material of a specific length with a cutting precision of +/- 1mm. Saws can be divided into manual and automatic, yet band-saws are not suitable for precise cutting. They are intended for preparation for production. The photo shows the SCALMAX band-saw:
 +48 504 196 988
+48 504 196 988